
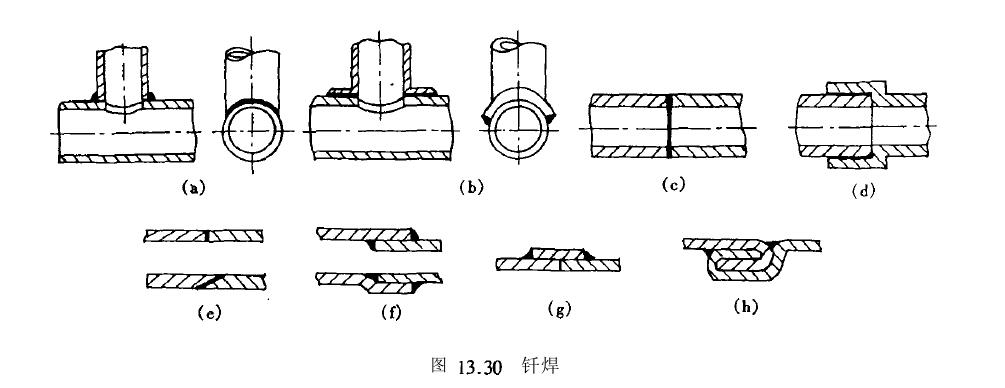
钎焊又称钎接,是利用钎料将零件联接在一起。钎焊时,必须使熔化了的钎料充满焊件接头间隙中,钎料凝固后形成焊缝。如图13.30所示。
要保证钎焊质量,必须使接头处表面层金属分子的相互渗透作用顺利进行。故应选用不易产生氧化膜和易于清除表面氧化膜的材料制作被联接零件。按钎料熔点的高低,钎焊可分为软钎焊和硬钎焊两种。钎焊时,被联接零件的材料始终处于固体熔点高于钎料)原件变形小;而且软钎焊可用加热方法将零件拆卸或重新钎焊,因此精密零件及小而薄的复杂零件采用钎焊十分有利。
1)软钎焊
软钎焊采用的主要是锡铅焊料,其熔点在柳C以下。软钎焊焊料对大多数金属具有很好的润湿性,能用于钎焊大多数金属材料,如铜、铁及其合金。软钎焊焊缝塑性好lA有较高的抗疲劳性能。但由于其强度低,所以只能钎焊机械强度要求不高的零件。
2)硬钎焊
硬钎焊的焊料材料主要是铜锌合金和银铜锌合金,熔点在45pc以上,钎焊接头强度高。银铜锌合金熔点在几乎能湿润所有金属表面,塑性、导电及电热性和防腐蚀性能,因而应用较广。但其价格昂贵4pc时,接头强度急剧下降。并且具有良好的强度、而正当工作温度超过钎焊铝和铝合金时,由于铝及铝合金表面氧化膜清除后,能很快重新生成,而且一般钎剂不能溶解它,故应采用锌基钎料。各种钎料以及相应钎剂,选用时可查阅有关设计手册。为保证焊接质量,使钎料易于流动、易于吸入焊缝1.15DDn。
3)压焊
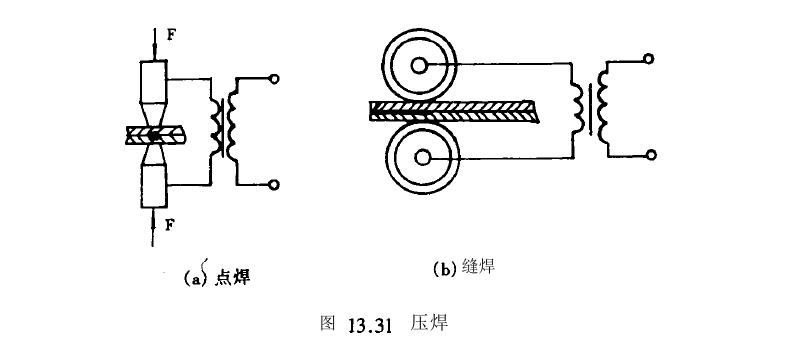
压焊又称电阻焊,常用压焊有点焊和缝焊两种。利用电流通过导体发热原理,将处在两电极间的被联接零件局部加热到塑化状态,并在电极压力作用下形成焊核,将零件联接在一起者称为点焊(图13.31(s);如果将焊核均匀叠合构成带状时称为缝焊(图13.31(b))。
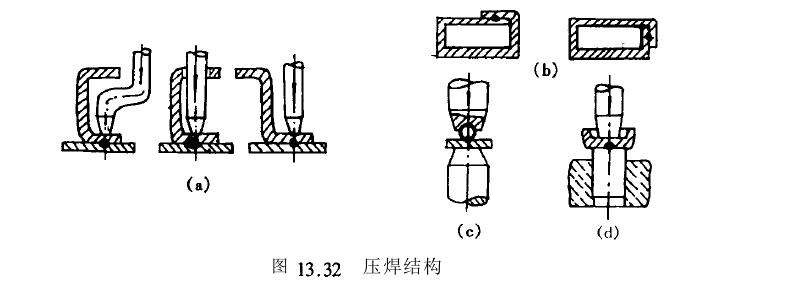
设计压焊结构时,应考虑到电极便于压住工件形成焊核,以保证焊接质量。图13.x(s所示结构中,零件上耳边不利于电极压住工作,若在上边钻孔,电极便可穿过7L压住工作旭可能发生电极与孔边接触而产生分流,影响焊接质量,最好是将上耳边翻向另一侧;图(b)所示空心矩形零件,焊缝最好设计在短边上团c浸导线与接线片的焊接;图(d)是圆棒与薄壁零件的焊接。
4)熔焊
熔焊是利用某种能源将被联接零件局部加热熔化,熔融的金属冷却凝固后将零件联接成一体。熔焊联接强度比钎焊、压焊高。近年来,由于加热技术的发展,如电子柬加热脉冲等离子加热、激光加热等技术日益完善,己能将加热范围集中于很小的区域,因此熔焊在仪器仪表中的应用日益扩大。http://www.zhsysb.net
